Рубка металла
- Подробности
- Категория: Сортовой прокат
Рубка металла

Рубкой разделяют заготовку на части, удаляют лишний металл (припуск), делают в деталях смазочные канавки и др. Осуществляется эта операция с помощью зубила (рис. справа) и молотка.
Режущая часть зубила, как и любого другого режущего инструмента, имеет форму клина.

Угол заострения(заточки) зависит от твердости обрабатываемого металла: чем тверже металл, тем больше должен быть угол заострения. Для обработки стали рекомендуется угол 60°, для цветных металлов — 35° ... 40°.

Для прорубания канавок применяется специальное зубило — крейцмейсель (рис. справа).
При рубке используются молотки массой 400 или 500 г.

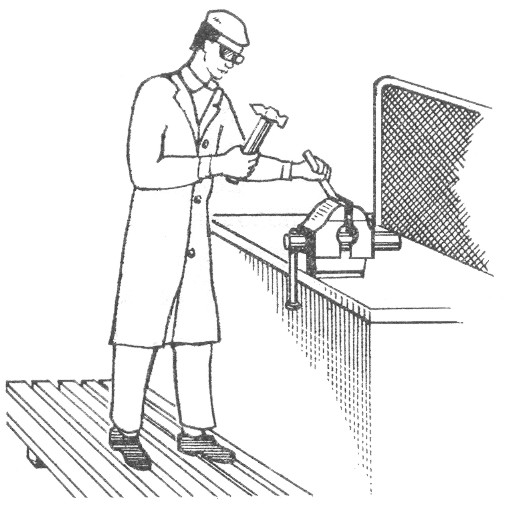
Перед рубкой заготовку закрепляют в тисках немного левее правого края губок, чтобы оставалось место для установки зубила (рис. слева). Молоток бойком влево кладут на верстак справа от тисков, а зубило — слева, режущей частью на себя. На рабочем месте для рубки должна быть установлена защитная сетка (или экран) для защиты окружающих от осколков металла.
Во время рубки очень важно принять правильную рабочую позу (рис. справа). Стоять следует прямо, корпус тела должен быть развернут по отношению к тискам, правое плечо должно находиться против головки зубила. Левая нога для устойчивости должна быть выдвинута вперед, тело опирается на правую ногу.

Зубило и молоток держат так, чтобы ударная часть и край рукоятки выступали на 15...30 мм (рис. слева).

Рубку в тисках можно выполнять по разметочным рискам и по уровню губок тисков. В первом случае заготовку устанавливают так, чтобы разметочная риска находилась на 1,5... 2 мм выше губок тисков. Зубило помещают под углом 30... 40° (рис. справа) к обрабатываемой поверхности. После каждого удара возвращают зубило в исходное положение.
Во втором случае разметочные риски опускают ниже уровня губок с таким расчетом, чтобы после обработки на поверхности заготовки оставался припуск 1... 1,5 мм.
В зависимости от твердости обрабатываемого материала и его толщины молотком наносят по зубилу удары различной силы.
Различают кистевой, локтевой и плечевой удары(см рис. ниже).

Кистевым (рис. а) ударом снимают небольшие неровности и тонкие стружки, локтевым (рис. б) — срубают лишний металл и разрубают на части заготовку небольшой толщины. При кистевом ударе молоток перемещается за счет движения кисти руки.
При локтевом ударе рука сгибается в локте и удар становится сильнее (рис. б). Локтевым ударом срубают лишний металл и разделяют заготовки на части.
Плечевым ударом(рис. в) — срубают толстые стружки, разрубают прутки, полосы большой толщины.

В тех случаях, когда заготовку невозможно закрепить в тисках, ее обрабатывают на плите (рис. слева). Зубило ставят вертикально на разметочную риску и наносят удары.
После каждого удара зубило перемещают на половину режущей кромки. Благодаря этому облегчается установка зубила в правильное положение и образуется непрерывный разрез. В заготовке большой толщины разметочную риску наносят с противоположных сторон. Сначала надрубают примерно до половины толщины листа с одной стороны, затем — с другой.

При вырубке заготовки сложной формы режущую кромку ставят на расстоянии 1 ... 1,5 мм от разметочной риски и надрубают заготовку легкими ударами вдоль всего контура. После этого рубят по всему контуру более сильными ударами. Затем заготовку переворачивают и заканчивают вырубание по обозначившемуся контуру.
Работать можно только исправным инструментом. Ударная часть зубила и молотка должна быть без трещин и заусениц.
Ручка молотка должна быть прочно насажена и не иметь трещин.
Не проверяйте качество рубки рукой на ощупь.
В конце рубки ослабляйте силу удара.
Во избежание травмы на верхний конец зубила следует надевать резиновую шайбу.
Рубку можно выполнять только при наличии защитного экрана и защитных очков.
Нельзя стоять за спиной работающего.
Ручная рубка — трудоемкая операция. В промышленном производстве ее заменяют другими способами обработки. Там, где без рубки обойтись нельзя, ее выполняют слесари с помощью пневматических или электрических рубильных молотков. Чаще всего вырубку заготовок из листового металла производят на прессах с помощью специальных штампов. Среди высокопроизводительных способов, которые применяются в последнее время, следует отметить кислородный, лазерный и др. Эти установки обслуживают резчики металла.
Разнообразие зубил и крейцмейселей показано на рисунке ниже.