Подготовка к точению
- Подробности
- Категория: Обработка древесины
Подготовка к точению цилиндрических деталей на токарном станке
На токарном станке обтачивают в основном заготовки из древесины лиственных пород — березы, бука, клена, липы, ольхи, ясеня. Они должны быть сухие, без сучков, трещин и смоляных кармашек. Желательно использовать древесину с волнообразным расположением волокон (косослой): такие заготовки в процессе обработки меньше трескаются, не раскалываются.
При подборе заготовки (бруска квадратного сечения) учитывают припуск на точение и крепление в станочных приспособлениях: 5...6 мм по диаметру и 40... 60 мм по длине. На торцах заготовки карандашом проводят диагонали; полученные в местах их пересечения центры накалывают шилом или наносят кернером. Рубанком сострагивают боковые грани бруска, придавая заготовке форму восьмигранника.
 Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус (см. рис. справа а), закрепляют в зажиме верстака и киянкой забивают в патрон (см. рис. 6). Для более надежного закрепления через боковое отверстие патрона в заготовку ввинчивают шуруп.
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус (см. рис. справа а), закрепляют в зажиме верстака и киянкой забивают в патрон (см. рис. 6). Для более надежного закрепления через боковое отверстие патрона в заготовку ввинчивают шуруп.
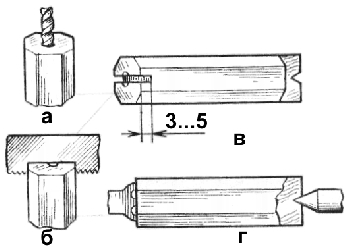
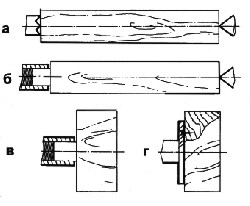
Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки просверливают отверстие диаметром 4...5 мм на глубину 8... 10 мм (см. рис. а). После этого через центр отверстия делают пропил ножовкой с мелкими зубьями на глубину 3...5 мм (см. рис. 6). В центре другого торца заготовки кернером делают углубление (см. рис. слева в).
Короткие заготовки большого диаметра крепят в планшайбе(см. рис. справа г).
Закреплять заготовку в трезубце на станке нельзя, поэтому трезубец снимают, ставят на верстак и забивают заготовку киянкой до тех пор, пока боковые острия трезубца надежно не войдут в торец бруска. После этого трезубец с заготовкой устанавливают на станке, подводят заднюю бабку, зажимают заготовку центром и стопорят его с помощью зажима (см. рис. г).
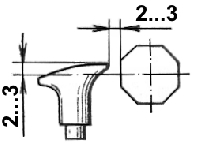
Подручник устанавливают таким образом, чтобы его верхняя опорная поверхность была на 2...3 мм выше уровня линии центров станка и отстояла от обрабатываемой детали не более чем на 3 мм (см. рис.). Для проверки зазора заготовку поворачивают вручную на один оборот.
Прежде чем подготавливать заготовку для токарной обработки, нужно определить способ ее крепления на станке.
Перед закреплением заготовки надо проверить, не имеет ли она трещин, особенно на торцах.
Перед включением станка следует проверить величину зазора между заготовкой и подручником, надежность крепления подручника и заготовки.
Светильник должен быть установлен так, чтобы была освещена только деталь.
До начала работы со станка надо убрать все посторонние предметы, разложить инструмент на установленные места.